

Нужна консультация?
Закажите обратный звонок
Мы свяжемся с Вами в ближайшее время
Ножницы листовые электромеханические МНГ 3x1300
Артикул: PSMK060040













Запросить
коммерческое предложение
коммерческое предложение
Остались вопросы?
Свяжитесь с нами удобным способом
Назначение
Характеристики
Описание
Комплектация
Назначение ножниц гильотинныx электромеханическиx МНГ 3х1300
Ножницы гильотинного типа МНГ 3х1300 широко применяются в различных отраслях промышленности, где требуется высокая точность и скорость обработки материалов.
Электромеханические ножницы гильотинного типа для передвижения секущего ножа применяют электрический двигатель, который приводит в движение ползунок, на котором установлен секущий нож.
Одним из преимуществ электромеханических ножниц гильотинного типа является высокая скорость работы и возможность точной настройки интенсивности сжатия. Благодаря электрическому двигателю, эти ножницы способны производить многочисленные резы в минуту, что делает их идеальными для массовой обработки материалов. Кроме того, электромеханические ножницы обычно обладают большей прочностью и долговечностью.
Технические характеристики МНГ 3х1300
| Толщина разрезаемых листов с временным сопротивлением σвр=450 МПа, мм | 3 |
| Ширина разрезаемых листов, мм | 1300 |
| Длина листа отрезанного с упором, мм | 350 |
| Частота ходов ножа, мин-1: при резке наибольших размеров разрезаемого металла | 20 |
| Угол наклона подвижного ножа, | 1°50’ |
| Мощность электродвигателя, кВт | 3 |
| Длина | 2100 |
| Ширина | 1550 |
| Высота | 1320 |
| Масса, кг | 1450 |
| Исполнение | УХЛ |
УСТРОЙСТВО И РАБОТА НОЖНИЦ ГИЛЬОТИННЫХ МОДЕЛИ МНГ 3х1300
Состав и устройство МНГ-3х1300

1 - Шатун, 2 - Ременная передача, 3 - Станина, 4 - Рабочий стол, 5 - Ножевая балка, 6 - Прижимная балка, 7 - Пульт управления, 8 - Шестерня Z=21, 9 - Поворотная шпонка, 10 - Зубчатое колесо Z=85, 11 - Приводной вал, 12 - Эксцентриковый вал, 13 - Эксцентрик
Принцип работы ножницы листовых электромеханических МНГ-3Х1300
Ножницы приводятся в движение электродвигателем. Шкив, сидящий на валу электродвигателя, с помощью клиноременной передачи, приводит во вращение маховик. Маховик закреплен на приводном валу. На вал посажена шестерня, находящаяся в зацеплении с зубчатым колесом, которое закреплено на эксценриковом валу. Внутри зубчатого колеса установлена муфта включения с поворотной шпонкой. Включение и выключение муфты производится электромагнитом, системой рычагов и пружины. При включении электромагнита муфта передает вращательное движение эксцентриковому валу I, который через шатуны приводит в возвратно-поступательное перемещение ножевую балку. При движении ножевой балки вниз прижимная балка прижимает отрезаемый лист к столу в момент реза. Движение прижима связано с перемещением ножевой балки. Подъем прижима происходит при подъеме ножевой балки.
Для остановки ножевой балки в крайнем верхнем положении служит тормоз, установленный на левом конце вала.
Схема привода ножниц МНГ-3Х1300

Ножевая балка ножниц МНГ3х1300
Ножевая балка имеет сварную, стальную конструкцию. Она соединяется с главным валом при помощи вала, шатуна и эксцентрика. На них располагаются четырехсторонние ножи из конструкционной стали, закаленные до 56-58RC и точно отшлифованные. Ножи крепятся винтами с потайными головками.
Система управления ножниц МНГ3х1300
Двигатель смонтированный под столом ножниц МНГ-3Х1300, приводит в движение привод посредством клиноременной передачи. Понижающий редуктор располагается непосредственно на главном валу. На другом конце вала установлен тормоз. На каждом конце главного вала смонтирован эксцентрик. Это позволяет преобразовывать вращательное движение вала в возвратно-поступательное движение ножевой балки. Шкивы закреплены на валу двигателя и ведущем валу привода на шпонках, удобных для монтажа и демонтажа. На другом конце вала смонтирован электромагнит.
Задний упор ножниц МНГ3х1300
Задний упор ножниц листовых МНГ-3Х1300 состоит из направляющих, двух кронштейнов, опорного уголка, двух шестерен, маховика, двух зажимных винтов. Установка требуемой ширины резки металла производится в ручном режиме. Край лезвия нижнего ножа является точкой отсчета (нулевое значение). При первоначальной сборке машины он должен быть выставлен как можно более точно. После регулировки расстояния на кронштейнах следует закрепить зажимные винты, чтобы обеспечить точность измерения материала, подлежащего резке.
Прижимное устройство ножниц МНГ3х1300
Прижимное устройство МНГ-3Х1300 состоит из прижимной балки, противоскользящих полиэфирных накладок, набора пружин и винтов давления, отжимных винтов. Прижимная балка может двигаться вверх-вниз в пазах правой и левой опор. В пазах также находятся вышеназванные пружинные соединения. Следует отрегулировать их винтами давления так, чтобы прижимная плита четко фиксировала лист металла на рабочем столе.
Защита узлов и механизмов ножниц МНГ3х1300
Все узлы и механизмы ножниц МНГ3х1300 закрыты защитными кожухами, обеспечивающими безопасную работу.
Система смазки ножниц МНГ3х1300

точки смазки ножниц МНГ-3Х1300
Марка смазки ЦИАТИМ-203
периодичность смазки ножниц листовых электромеханических МНГ-3Х1300
|
Позиция |
Расположение в системе смазки | Инструменты для смазки | Периодичность смазки |
| 1 | Направляющие ножевой балки | Шприц | Раз в смену |
| 2 | Направляющие прижимной балки | Шприц | Раз в смену |
| 3 | Шатун | Шприц | Раз в смену |
| 4 | Эксцентриковый вал | Шприц | Раз в смену |
| 5 | Зубчатая передача | Ручная | Раз в месяц |
| 6 | Зубчатая передача | Ручная | Раз в месяц |
| 7 | Приводной вал | Шприц | Раз в месяц |
Регулировка ножниц модели МНГ3X1300
Регулировка зазора ножей
Для регулировки ножей для резки материалов с различной толщиной, необходимо отрегулировать зазор между верхним и нижним ножом. Регулировка зазора ножа для механических ножниц модели МНГ3X1300.

При регулировке ослабить болт (1) и болт (2), затем отрегулировать сжимной/разжимной болт (3), (4) на передней части станка. Таким образом можно двигать рабочий стол до достижения требуемого зазора. Крепко затянуть болты (1),(2), зафиксировать болты (3), (4) гайкой. После фиксации вновь проверить зазор между ножами.
После регулировки зазор между ножами должен быть равномерным по длине. Замерить зазор по длине с интервалом 150 мм, начиная от 50 мм до конца ножа. Максимальное отклонение не должно превышать 0,05 мм. Если регулировка не нужна, можно начинать резку.
Регулировка прижимной балки

Расстояние между прижимной балкой (1) и рабочим столом (4) можно отрегулировать вращающимся болтом (6). При резке тонкого листа можно уменьшить зазор, а при резке пластины (не более 3 мм), зазор можно увеличить. Затягивание вращающейся гайки (2) можно сжать пружину (3), что позволит увеличить нажатие прижимной балки и зафиксирует материал для резки, что обеспечит качественный рез. Однако не следует затягивать пружину (3) слишком сильно. Необходимо убедиться, что при подъеме балки верхнего ножа (5) до мертвого положения пружина (3) не сжата полностью.
Регулировка заднего упора

Задний упор используется для задания ширины реза. Ослабить стопорный болт (2) и передвинуть задний упор в новую позицию. Затянуть стопорный болт (2).
Подготоовка ножницы листовые электромеханические МНГ-3Х1300 к пробному пуску.
- Обработайте все точки смазки ножниц МНГ 3Х1300 согласно требованиям.
- Включите питание с распределительного ящика. Ножницы МНГ 3Х1300 должна быть надежно заземлена.
- Установите зазор между ножами в соответствии с толщиной материала для резки.
- Освободите вручную хвостовик и поверните маховик вручную, чтобы опустить ножевую балку (вниз - вверх несколько раз), проверьте, все ли механизмы работают нормально.
Пробный пуск ножниц МНГ-3Х1300 и управление.
- Проверьте кнопки в распределительной коробке. Выберите одинарный ход.
- Запустите двигатель. Убедитесь, что направление вращения совпадает со стрелкой на защитном кожухе двигателя.
- При нажатии на педаль ножницы МНГ3x1300 совершает один цикл. Убедитесь, что верхний нож автоматически останавливается в верхней мертвой точке.
- Выберите автоматический ход. После часа работы ножницы МНГ3x1300 проверьте, не перегревается ли машина.
- Если все нормально, проведите несколько пробных циклов резки с материалом разной толщины. При отсутствии каких-либо отклонений машина готова к дальнейшей работе.
Безопасность и техническое обслуживание листовых электромеханических ножниц МНГ-3Х1300
- Все операторы должны детально изучить конструкцию ножниц электромеханических МНГ-3Х1300 и методы управления.
- Осмотр ножниц МНГ-3Х1300 должен проводиться регулярно. Это позволяет вовремя обнаружить, например, ослабление креплений, перегрев машины и т.д.
- Гильотина должна эксплуатироваться в соответствующих рабочих условиях. Следует поддерживать чистоту, в том числе и движущихся частей, которые к тому же, как правило, должны быть хорошо смазаны.
- Во избежание поломок или несчастных случаев не следует класть на рабочий стол установки какие-либо инструменты или другие предметы.
- Следует следить за тем, чтобы режущие кромки ножей всегда были острыми. В случае необходимости их следует заточить.
- Когда ножи не используются, их следует содержать в смазанном состоянии, чтобы не допустить коррозии и естественного затупления.
- Если во время эксплуатации гильотины МНГ-3Х1300 возникают несвойственные подозрительные шумы, следует немедленно заглушить двигатель для проверки и, в случае необходимости, ремонта.
- Необходимо постоянно следить за тем, чтобы гильотина МНГ-3Х1300 была надежно заземлена. Также необходимо регулярно проверять сопротивление изоляции проводки и других деталей электрооборудования.
- Если клиновые ремни ослаблены, следует немедленно отрегулировать натяг.
- Толщина разрезаемого металла не должна превышать допустимую величину. Не следует резать сталь с твердыми рубцами и вкраплениями шлаков.
- Во время проведения ремонтных работ следует выключить МНГ-3Х1300 и отсоединить главный кабель питания.
Порядок установки ножниц гильотинных электромеханических МНГ-3x1300
Перемещение МНГ-3x1300
Гильотинные ножницы МНГ-3x1300 поставляется в полностью собранном состоянии (за исключением заднего упора). Все комплектующие поставляются вместе с ножницами МНГ-3x1300 в отдельной упаковке. При распаковке груза следует убедиться, что все части по инвентарной описи в наличии и находятся в надлежащем состоянии. Перемещать гильотину МНГ-3x1300 следует с помощью стальных тросов и такелажных скоб.
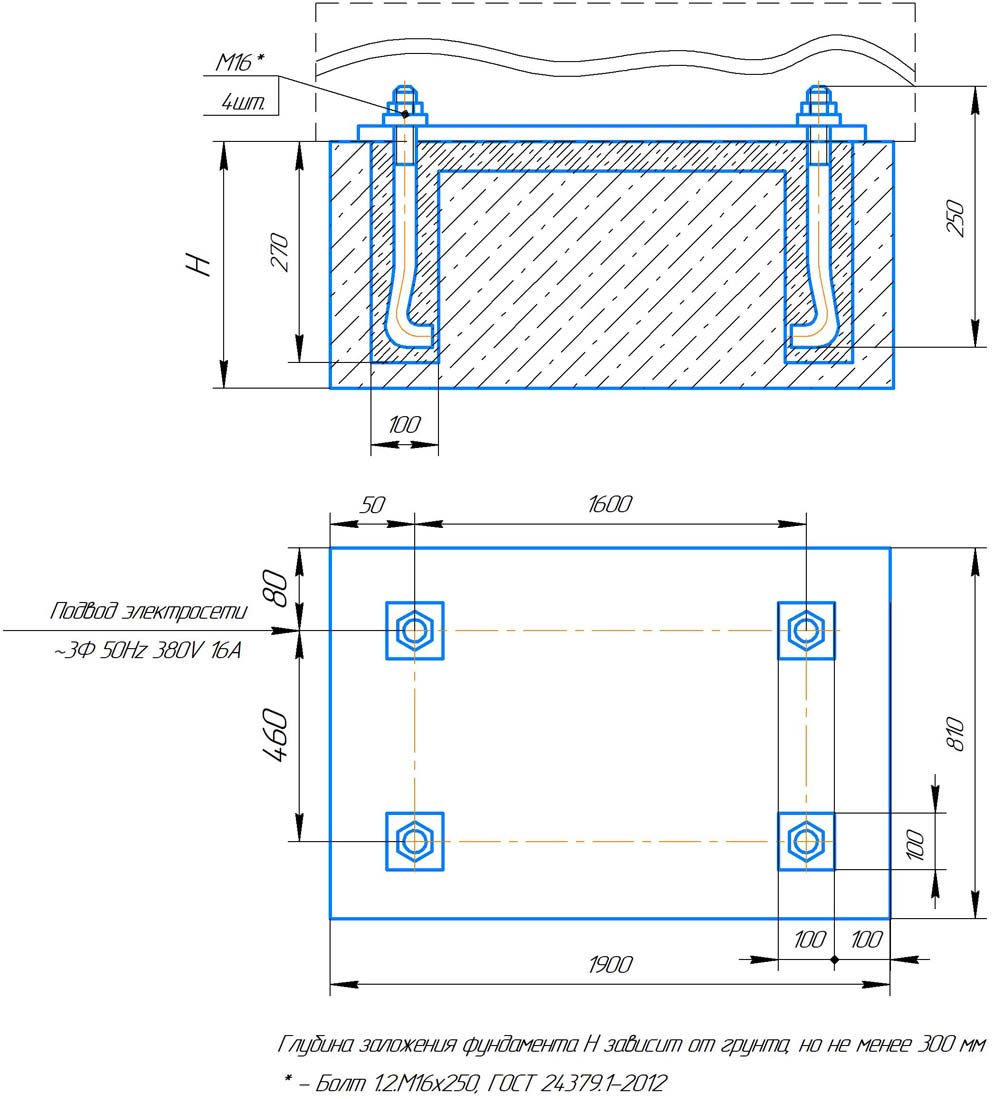
Монтаж ножниц МНГ-3x1300
Гильотина МНГ-3x1300 должна быть расположена на ровном бетонном фундаменте таким образом, чтобы был обеспечен легкий доступ со всех сторон. После установки на фундамент машину следует выровнять в продольном и поперечном направлениях с помощью уровня, используя регулировочные винты. Отклонение уровня не должно превышать 2 мм на метр. После выравнивания следует заполнить отверстия под анкерные болты бетоном.
Чистка гильотины МНГ-3x1300
После монтажа следует очистить антикоррозийное покрытие с помощью подходящего растворителя, а затем нанести слой смазочного масла для защиты от коррозии. Не следует производить очистку с помощью металлических приспособлений или песка, чтобы избежать повреждения частей ножниц или окрашенной поверхности.
Электрооборудование ножниц МНГ3х1300
- Род тока – переменный, трёхфазный.
- Номинальный ток - 16 А
- Напряжение – 380 В; 50 Гц
- Напряжение цепей управления: – 24 VDC
- Напряжение цепей сигнализации – 24 VDC
- Напряжение цепей освещения –24 VDC
- Количество линий освещения – 1
- Электродвигатель главного привода – АИР100S4, 3кВт, 1410 об/мин
Описание работы
Электрическая схема ножниц предусматривает следующие режимы:
- отключено;
- ручное управление;
- педальное управление;
- автоматический цикл;
- одиночный ход.
Выбор режимов осуществляется переключателями, установленным на пульте управления.
Ручное управление
Переключатель режимов SA2 ставится в положение «Ручное управление», при нажатии кнопки SB4 происходит одиночный цикл: включается реле KМ2, и включает электромагнит YА, который включает муфту.
Педальное управление
Переключатель режимов SA2 ставится в положение «Педальное управление», и при нажатии педали SB5 происходит одиночный цикл.
Автоматический цикл
Переключатель режимов SA3 ставится в положение «Автоматический цикл», и при нажатии кнопки SB4 включается KМ2 и становится на самопитание, электромагнит YА1 постоянно включен, происходят непрерывные хода (циклы) ножевой балки. Отключение производится кнопкой SB3.
Защита и блокировка
Защита схемы осуществляется автоматическими выключателями. Тепловая защита двигателя осуществляется тепловым реле.
Сигнализация и местное освещение
Электросхемой предусмотрена следующая сигнализация:
- наличие напряжения VC1;
- двигатель включен VC2;
Для освещения линии реза предусмотрена линия освещения VC3.
Указания по монтажу и эксплуатации
Ножницы должны быть надежно заземлены.
Эксплуатация электрооборудования ножниц должна производится в соответствии с «Правилами технической эксплуатации электроустановок потребителей и правилами техники безопасности при эксплуатации электроустановок потребителей».
Пульт управления

1 – лампочка – электросеть подключена
2 – лампочка – двигатель включен
3 – ключ включения схемы
4 – переключатель – освещение
5 – переключатель педаль-пульт
6 – переключатель циклов
7 – кнопка пуск Главный двигатель
8 – кнопка стоп Главный двигатель
9 – кнопка пуск цикла
10 – кнопка стоп циклов
11 – общий стоп
По Техническому Заданию заказчика ножницы модели МНГ могут изготавливаться с шириной стола до 3150 мм, толщиной резки до 20 мм, при этом могут измениться габаритные размеры и масса ножниц. Подробное ТКП можно получить после предоставления Технического Задания.Технические изменения, существенно не влияющие на характеристики ножниц, завод-изготовитель оставляет за собой.
Стандартная комплектация МНГ 3х1300
- МНГ 3Х130, Ножницы в сборе;
- МНГ3Х1300.03.000Пульт управления с педалью;
- МНГ3Х1300.00.001 РЭ Механическая часть;
- МНГ3Х130.00.001 РЭ1Электрооборудование;
- МНГ3Х1300.00.001;Технический паспорт;
- Задний упор 350 мм;
- Прижим листа установлен на ножницах;
- Ножная педаль с клавишей аварийного останова.
- Светодиодная линия освещения рабочей зоны.
Дополнительные опции МНГ 3х1300
- Угловая линейка 0-180;
- Передние удлинители стола;
- Боковой упор;
- Резиновые накладки прижима;
- Рольганг неприводной;
- Рольганг приводной;
- Тележка откатная;
- Лазерный указатель реза.




ПромСтройМаш является непосредственным производителем МНГ 3х1300 Мы производим и продаём Ножницы листовые электромеханические МНГ 3x1300 во все регионы РФ и страны ближнего зарубежья, такие как Беларусь, Казахстан. МНГ 3х1300 нашего производства хорошо зарекомендовали себя в Москве, Ярославле, Нижнем Новгороде, Екатеринбурге, Новосибирске и других городах России. Купить МНГ 3х1300 вы можете непосредственно у нас или у наших дилеров. Ширина/Толщина разрезаемых листов, мм 1300/3
МНГ 2,5х2500
Ширина/Толщина разрезаемых листов, мм 2500/2,5
МНГ 3х1300
Ширина/Толщина разрезаемых листов, мм 1300/3
НК3418А
Ширина/Толщина разрезаемых листов, мм 2000/6,3
СТД 9А
Ширина/Толщина разрезаемых листов, мм 2000/6
СТД 9АН
Ширина/Толщина разрезаемых листов, мм 2500/4
СТД9АМ
Ширина/Толщина разрезаемых листов, мм 2500/6
Н3118
Ширина/Толщина разрезаемых листов, мм 2200/6
НК3418А.01
Ширина/Толщина разрезаемых листов, мм 3150/6,3
Н3121
Ширина/Толщина разрезаемых листов, мм 2000/12
МНГ 12x2500
Ширина/Толщина разрезаемых листов 2500/12 мм;
Сортовая секция
Сортовая секция
МНГ 13
Ширина/Толщина разрезаемых листов, мм 2000/13
МНГ 16
Ширина/Толщина разрезаемых листов, мм 2000/16
Н3122
Ширина/Толщина разрезаемых листов, мм 2000/16
Н478
Ширина/Толщина разрезаемых листов, мм 2200/18
Н478.01
Ширина/Толщина разрезаемых листов, мм 2000/22