

Нужна консультация?
Закажите обратный звонок
Мы свяжемся с Вами в ближайшее время
Пресс однокривошипный механический К2019
Артикул: PSMK100020










Запросить
коммерческое предложение
коммерческое предложение
Остались вопросы?
Свяжитесь с нами удобным способом
Назначение
Характеристики
Описание
Комплектация
Назначение пресса однокривошипного К2019
Пресс механический К2019 однокривошипный открытого простого действия с пневматическим сдувателем предназначен для вырубки, пробивки, гибки, неглубокой вытяжки и других холодноштамповочных операций. Особенности конструкции пресса К2019:
- Станина - сварная. Внутренние напряжения в сварных швах стабилизированы термической обработкой.
- Стол станины имеет увеличенные размеры окна для проваливания штампуемых деталей.
- Привод двухступенчатый (клиноременная и зубчатая передачи) с расположением валов перпендикулярно фронту пресса. Зубчатые колеса помещены в специальном отсеке станины.
- Муфта и тормоз с фрикционными дисками с металлокерамическим покрытием, работающими в масляной ванне, имеют высокую долговечность. Исключено выделение вредных веществ в окружающую среду.
- Управление муфтой и тормозом - электропневматическое, через сдвоенный распределитель, двуручное от кнопок, расположенных на стационарном или переносном пульте, а также от педали.
- Ползун имеет 8 удлиненных направляющих поверхностей и увеличенные в плане размеры, позволяющие устанавливать крупногабаритные штампы.
- Два пневматических цилиндра уравновешивают вес ползуна со штампом
К2019 предназначен для вырубки, пробивки, гибки, неглубокой вытяжки и других холодноштамповочных операций. Имеется возможность оснащения различного рода устройствами (подачи, манипуляторы, разматывающие устройства и др.) для автоматизации и механизации, а также встраивания в поточные линии.
Пресс изготавливается для эксплуатации в районах с умеренным климатом УХЛ категории размещения 4 по ТУ 3821-002-81244053-2010 и дополнительному требованию - нижнее значение температуры воздуха не менее +5° С.
Технические характеристики К2019
| Номинальное усилие пресса, кН (тс) | 80 (8) |
| Ход ползуна регулируемый, мм: | 5-50 |
| Частота ходов ползуна, мин-1: | 200 |
| Размеры подштамповой плиты, мм | 360х280 |
| Размеры стола, мм | 360х280 |
| Диаметр отверстия в столе, мм | 120 |
| Максимальное расстояние между столом и ползуном в его нижнем положении при наибольшем ходе, мм | 160 |
| Расстояние от оси ползуна до станины (вылет), мм | 150 |
| Расстояние между стойками станины в свету, мм | 140 |
| Величина регулировки расстояния между столом и ползуном, мм | 40 |
| Толщина подштамповой плиты, мм | 45 |
| Мощность электродвигателя привода при ПВ 25%, кВт | 1,1 |
| Длина | 970 |
| Ширина | 1000 |
| Высота | 1750 |
| Масса, кг | 670 |
| Число ходов ползуна одиночных в мин-1: | 63 |
УСТРОЙСТВО ПРЕССА К2019 И ЕГО СОСТАВНЫХ ЧАСТЕЙ
Общий вид К2019 с обозначением составных частей
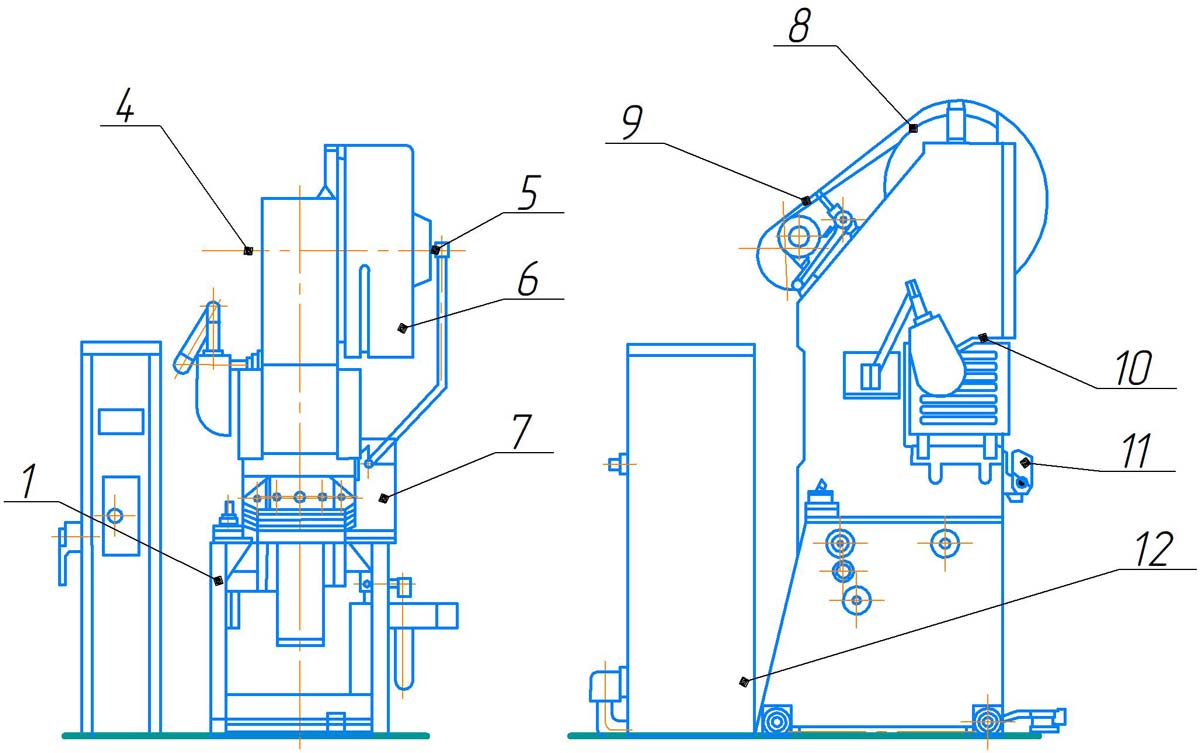
- Станина
- Вал эксцентриковый
- Конечный выключатель
- Ограждение конечного выключателя
- Воздухопровод
- Ограждение привода
- Система смазки
- Привод
- Установка муфты-тормоза
- Ползун
- Пост управления кнопочный
- Электрооборудование
УСТРОЙСТВО ОСНОВНЫХ ЧАСТЕЙ К2019
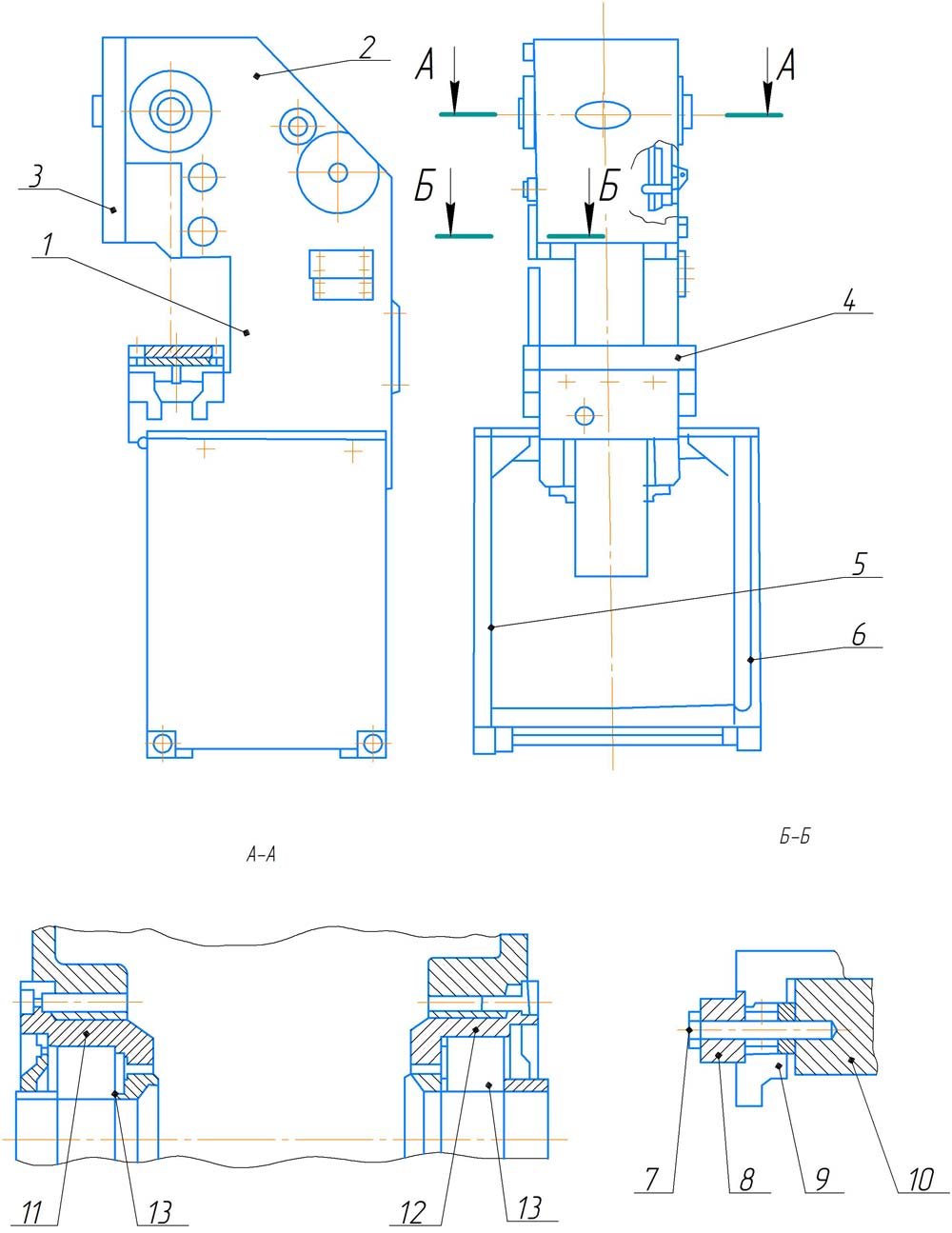
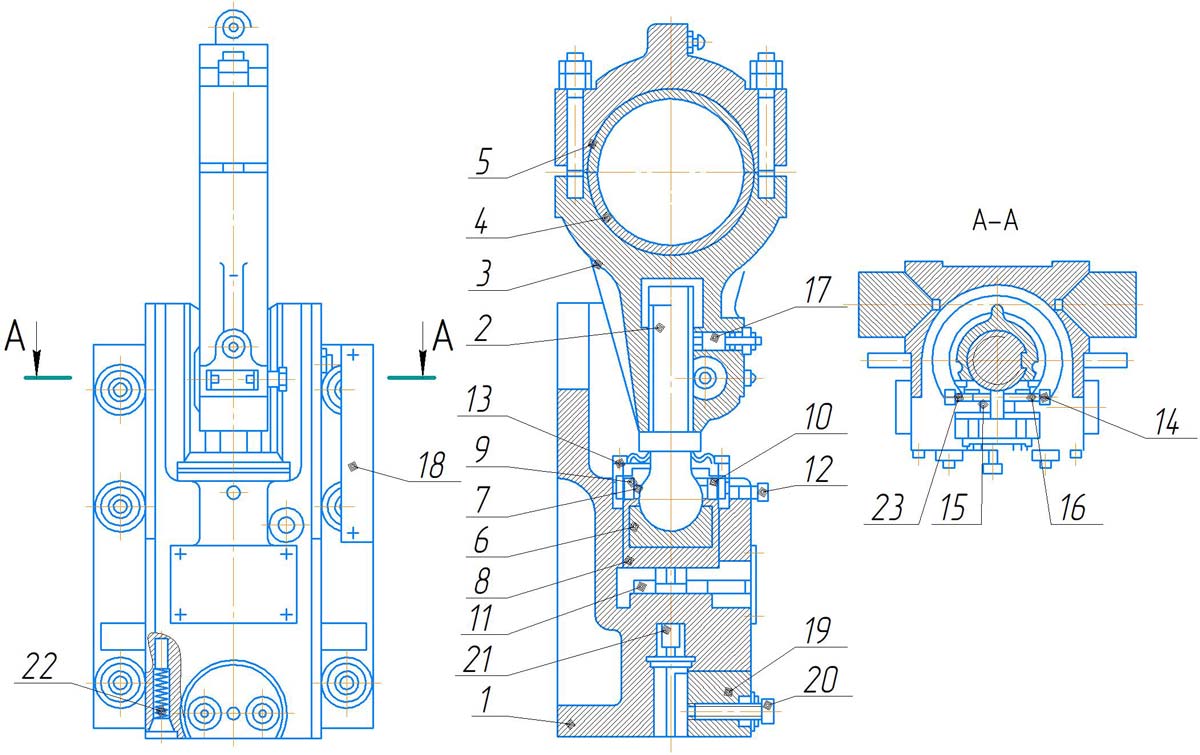
Станина К2019
Станина воспринимает все усилия, возникающие при штамповке, крепится на двух стойках 8 и 10 посредством четырех пальцев.
В ее верхней части 2 в стаканах 11 и 12 расположены подшипники качения 13, служащие опорой для эксцентрикового вала.
Сверху, на скосе станины 2, имеется платик для подмоторной плиты, на которой устанавливается электродвигатель.
Спереди, на специально обработанных местах станины, крепятся призматические регулируемые направляющие 17 для ползуна.
Регулировка направляющих осуществляется винтами с помощью резьбового соединения 14,15 и 16.
Передняя часть закрыта дверкой 3.
На рабочей плоскости стола закреплена подштамповая плита 6.
Для работы на провал на столе и плите предусмотрены отверстия.
В нижней части станины крепится наклонный склиз 7 для удаления штампованных деталей или отходов.
При работе на прессе с верхним выталкивателем используется регулируемый упор 4, 5.
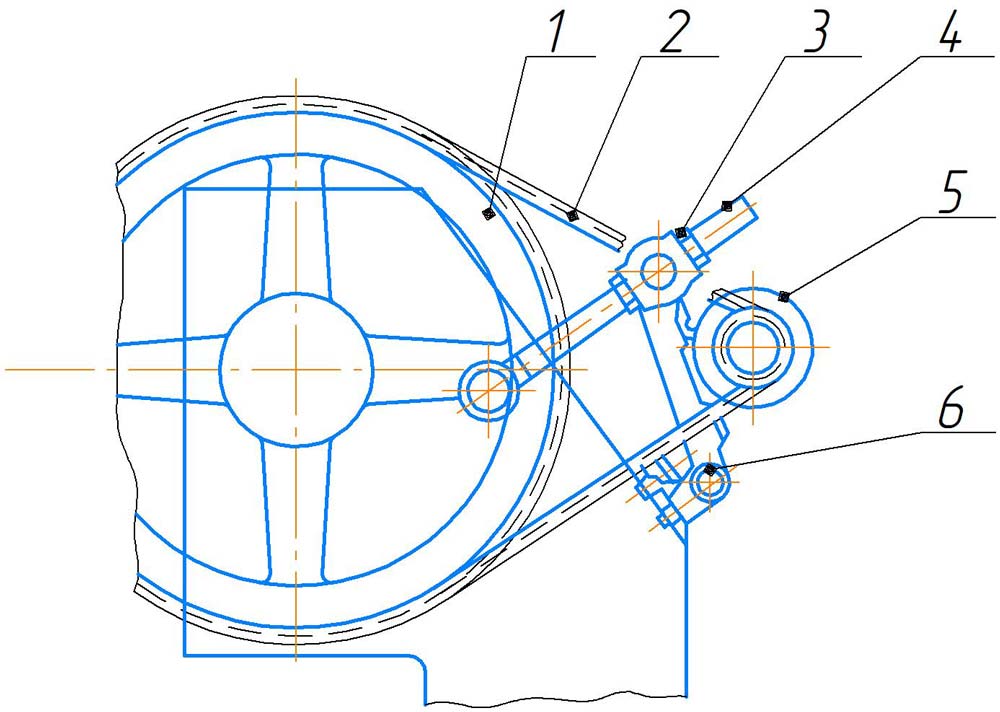
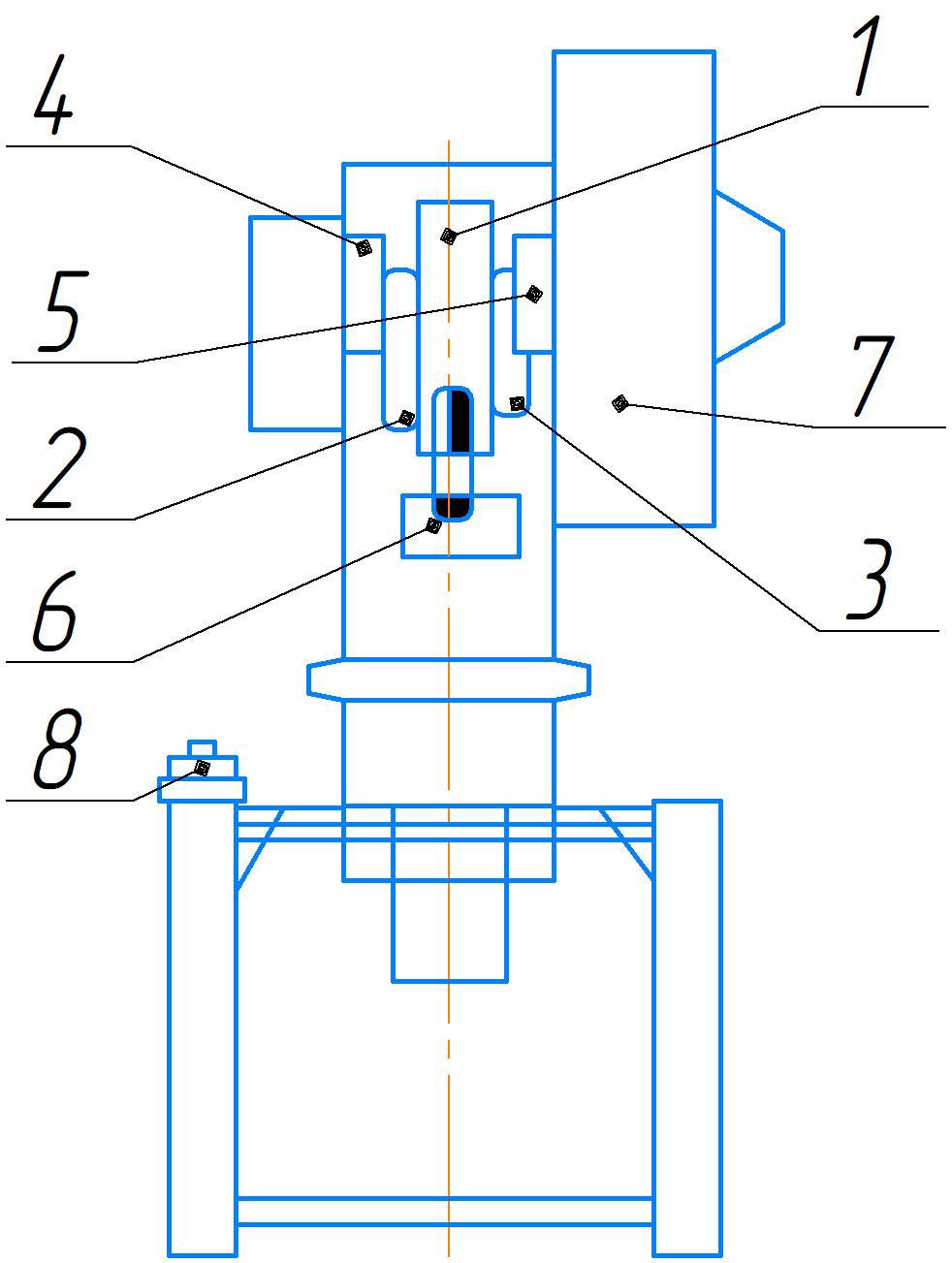
Привод К2019
Привод осуществляется от электродвигателя 1 через клиноременную передачу 2, маховик 3 с вмонтированными в него пальцами, муфту-тормоз 4 к эксцентриковому валу 5.
Натяжение ремней осуществляется при помощи винта, меняющего наклон качающейся подмоторной плиты.
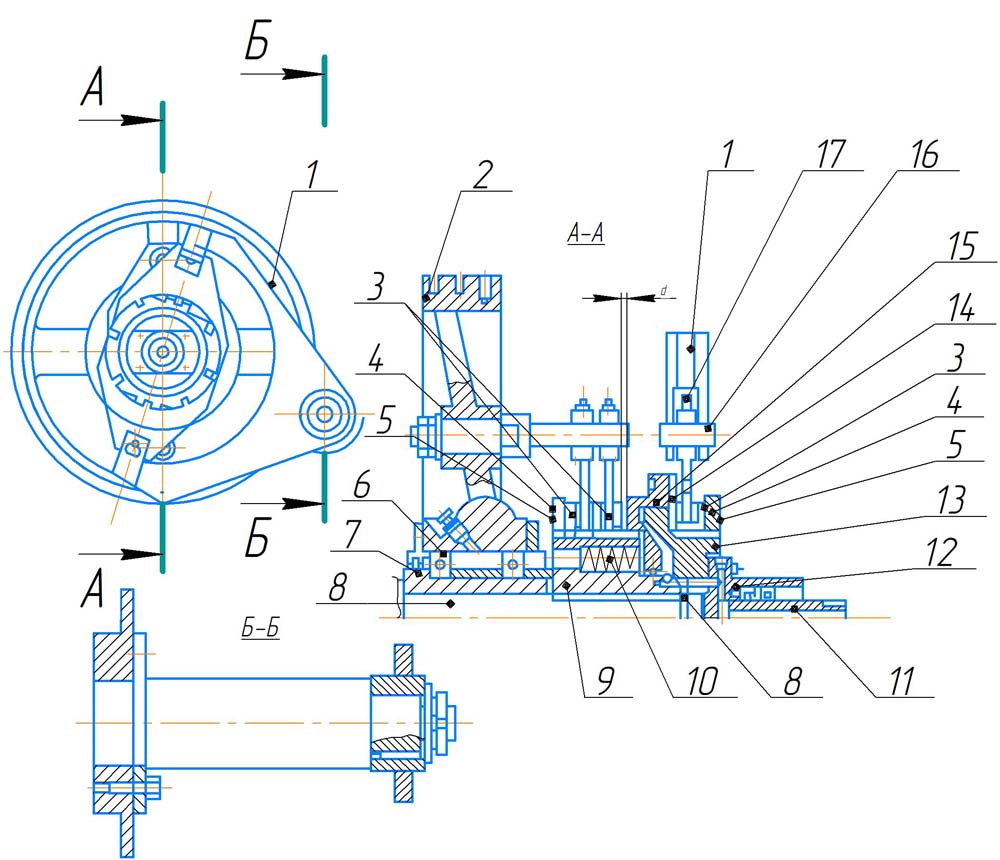
Муфта-тормоз К2019
Установка муфты-тормоза состоит из маховика 1-3 и муфты-тормоза 5-14, закрепленных на эксцентриковом валу 4 пресса, воздухоподводящей головки 15-18, закрепленной на муфте-тормозе и кронштейна 21, соединенного пальцами 20 с муфтой-тормозом и закрепленного на станине пресса.
Опорами маховика 1 являются радиальные шарикоподшипники 2, посаженные на втулку 3, установленную в свою очередь на эксцентриковый вал 4.
Муфта-тормоз, жестко сблокированная, многодисковая, фрикционная, с пневматическим включением состоит из следующих частей:
- ведущей (ведущие диски 5 муфты с фрикционными накладками);
- ведомой (ступица 6 с неподвижно присоединенным поршнем 7, цилиндр 8, перемещающийся вдоль оси, промежуточные диски 9, опорные гайки 10, установленные по резьбе ступицы 6 и поршня 7, нажимной диск 11, установленный на цилиндре 8);
- тормозной (тормозной диск 12 с фрикционными накладками).
По мере износа фрикционных накладок 5 и 12 увеличивается зазор «а», что вызывает повышенный стук при включении муфты и увеличивается расход воздуха. Для регулировки этого зазора служит разрезные гайки 10, которые фиксируются от отвинчивания гайками 13.
Унифицированная воздухоподводящая головка состоит из корпуса 15, штуцера 16, расположенных между ними резиновых уплотнений 17 и радиальных шарикоподшипников 18.
Работа муфты-тормоза: сжатый воздух через воздухоподводящую головку 15-18, поршень 7, ступицу 6 поступает в пневмокамеру «Б» и перемещает цилиндр 8 вдоль оси вала эксцентрикового в сторону муфты, который зажимает ведущие диски 5 муфты, связанные постоянно с маховиком через пальцы 19, обеспечивая передачу крутящего момента через ступицу 6 на вал эксцентриковый 4.
В момент торможения вала эксцентрикового 4 сжатый воздух из пневмокамеры выпускается в атмосферу через воздухоподводящую головку 15-18, при этом цилиндр 8 под воздействием пружин 14 возвращается в сторону тормоза и зажимает тормозной диск 18, сидящий на пальцах 20, закрепленных в кронштейне 21, который жестко связан со станиной.
Ползун К2019
Ползун пресса является рабочим органом, к которому крепится верхняя часть штампа.
Он имеет коробчатую форму с призматическими двусторонними направляющими и крепится к валу эксцентриковому посредством винта регулировочного 5 и разъёмного шатуна 4, в корпусе и крышке которого расположены бронзовые вкладыши 2 и 3 подшипника скольжения, охватывающие эксцентриковую втулку. Шаровая головка винта регулировочного 5, нижняя опора 10 и плавающий вкладыш 8 помещены в ползуне 12. После регулировки зазора в шаровом соединении гайка 8, ввернутая в ползун 12, стопорится винтом 17.
Опорой шарового соединения является срезная предохранительная шайба 13, рассчитанная на разрушение при перегрузке пресса. При срезании предохранительной шайбы необходимо Винтом 17 расстопорить гайку 18, вывернуть ее на 1,5-2 оборота приподнять шатун с регулировочным винтом, вращая за маховик пресса в режиме «Ручной проворот», заменить предохранительную шайбу 13, сняв крышку на окне в передней части ползуна, затянуть гайку 18 и застопорить ее винтом 17.
Регулировка величины штампового пространства производится вращением регулировочного винта за его шестигранник, установленная величина штампового пространства фиксируется стопорными втулками 20, которые стягиваются винтом 1с контргайкой 19.Нижний предел регулировки штампового пространства ограничивается фиксатором 23.Величина регулировки определяется по линейке 6.В нижней части ползуна расположено отверстие под хвостовик верхней плиты штампа. Крепление хвостовика осуществляется прижимом 17 посредством двух шпилек с гайками. Стопорный винт 15 служит для дополнительной фиксации хвостовика штампа, а также для отталкивании прижима при снятии штампа. В пазу ползуна расположено коромысло выталкивателя, подпружиненное двумя прижимами.
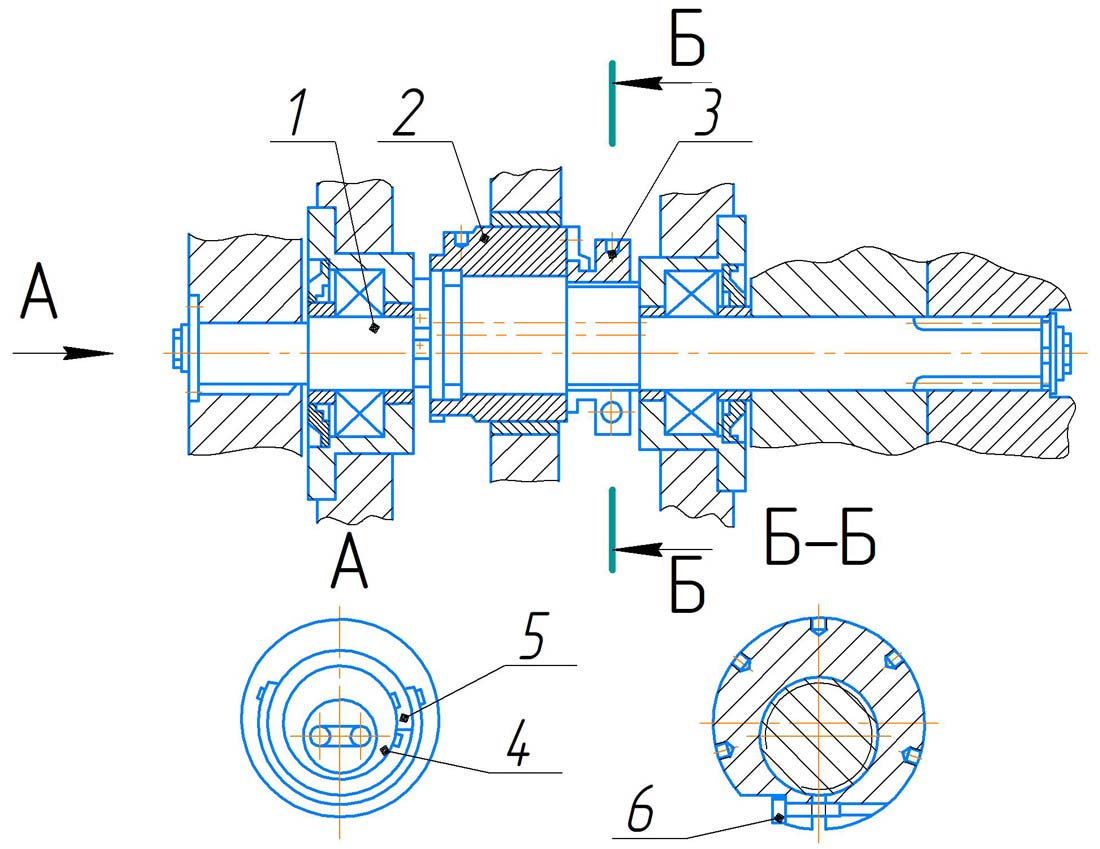
Вал эксцентриковый К2019
Узел вала состоит из собственно эксцентрикового вала 1 и эксцентриковой втулки 2.
Регулировка величины хода ползуна осуществляется вращением эксцентриковой втулки 2, соединенной с валом 1 через зубчатое зацепление и выводится из зацепления вращением гайки 3.
После установки необходимой величины хода ползуна эксцентриковая втулка вводится в зацепление с эксцентриковым валом вращением гайки 3, которая стопорится винтом 6.
Необходимая величина хода ползуна устанавливается по шкале 4 с помощью указателя 5.
СИСТЕМА СМАЗКИ К2019
Смазывание производится:
- шприцеванием - подшипники маховика,
- с помощью насоса – подшипники вала эксцентрикового, направляющие ползуна, подшипники скольжения шатуна,
- набивкой - подшипники электродвигателя, резьба винта регулировки ползуна, подшипников воздухоподводящей головки;
- заливкой - шаровая опора винта регулировочного ползуна и маслораспылитель.
Точки смазки пресса К2019 показаны на схеме
Перечень точек смазки, расход смазочного материала, периодичность смазки и применяемый смазочный материал приведены в таблице
|
Поз. на схеме |
Расход см3/мин |
Периодичность |
Смазываемая точка |
Куда входит |
Смазочный материал |
|
1 |
3,2 |
2 раза в смену |
Шейка шатуна |
Ползун |
Масло индустриальное И-50А |
|
2,3 |
1,6 |
2 раза в смену |
Направляющие ползуна |
Ползун |
Масло индустриальное И-50А |
|
4,5 |
1.6 |
2 раза в смену |
Подшипники вала |
Станина |
Масло индустриальное И-50А |
|
6
|
20 |
1 раз в 10 дней |
Опора шаровая |
Ползун |
Масло индустриальное И-50А |
|
7 |
40 |
1 раз в год |
Подшипники маховика |
Маховик |
ЦИАТИМ-203 |
|
8 |
400 |
по мере расхода |
Маслораспылитель |
Блок пневматический |
Масло индустриальное И-50А |
|
9 |
25 |
1 раз в год |
Подшипники воздухоподводящей головки |
Воздухоподводящая головка |
ЦИАТИМ-203 |
|
10 |
25 |
1 раз в год |
Подшипники электродвигателя |
Электрооборудование |
ЦИАТИМ-203 |
ПНЕВМОСИСТЕМА К2019
Сжатый воздух поступает через влагоотделитель 1.4, регулятор давления 1.5 с манометром в ресивер 2 станины, откуда через маслораспылитель 4 и пневмораспределитель 5 к муфте-тормозу 6.
Для слива конденсата из ресивера 2 предусмотрена пробка 3.
Управление работой муфты-тормоза осуществляется через пневмораспределитель 5 с условным проходом Ду =16 mm типа У7122А.
Запорный вентиль 1.1 , кран 1.2, влагоотделитель 1.4, регулятор давления 1.5, реле давления 1.6, клапан предохранительный 1.7 и манометр 1.3, маслораспылитель 4объединены в блоке пневматическом П-Б1 16/10.
Давление воздуха, поступающее из общезаводской магистрали, должно быть не менее 0,50 МРа. Регулятор давления 1.5 настраивается на давление равное 0,45 МРа.
Включение и отключение воздушной сети пресса производится запорным вентилем.
ПОРЯДОК УСТАНОВКИ К2019
Транспортирование
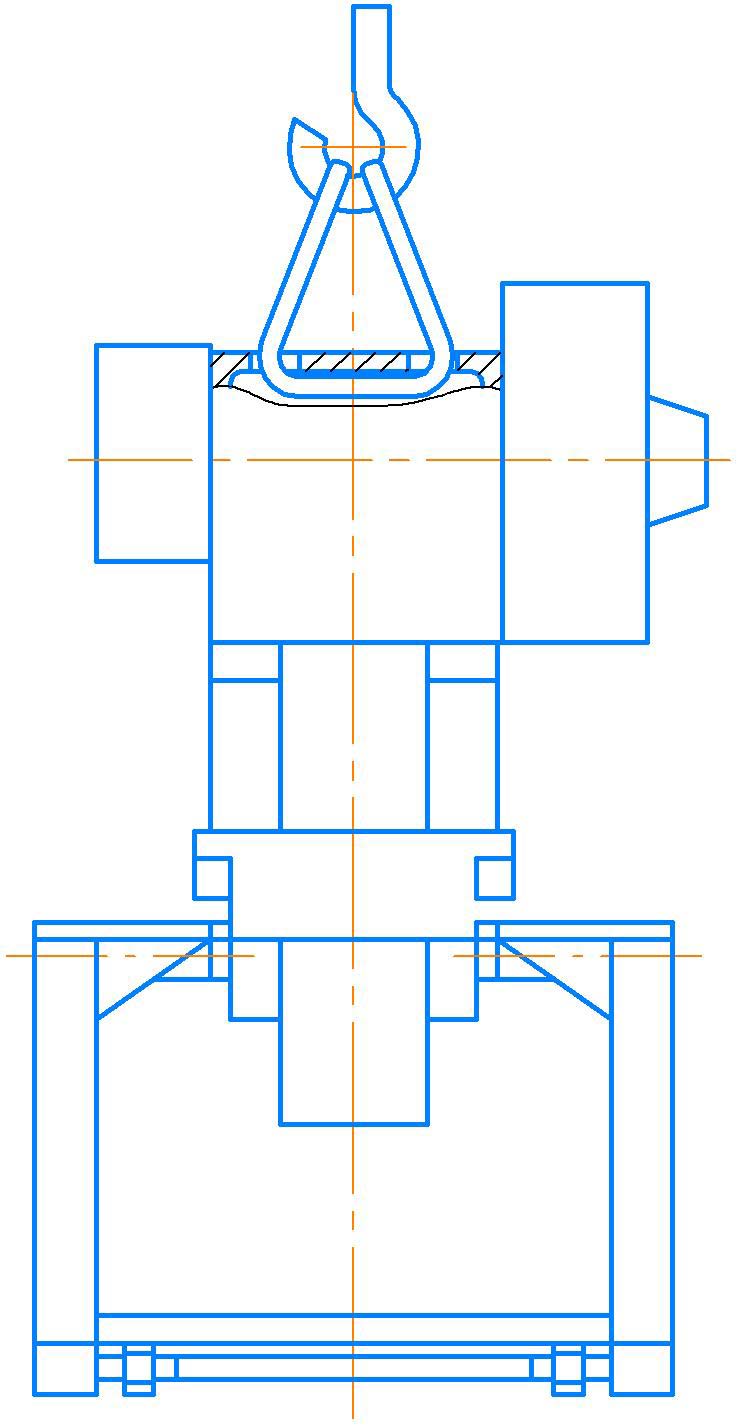
Подъем пресса следует производить плавно, строго согласно схеме.
Зачаливание пресса производить за перемычку, расположенную в верхней части станины.Зачаливание за выступающие части пресса не допускается.
Схема строповки К2019
Монтаж и установка пресса К2019, К2019 осуществляется строго в соответствии с установочным чертежом.
КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ:
- допускать к работе на прессах К2019, К2019 лиц, не имеющих необходимой квалификации и не прошедших инструктаж по технике безопасности;
- выполнять на прессе К2019, К2019 технологические операции, усилие и работа на которых превышает силовые и технологические возможности пресса или операции с неизвестным усилием и работой;
- работать на неисправном прессе и при неисправных блокировках;
- работать на прессе со снятыми ограждениями;
- устанавливать и налаживать штампы при включенном электродвигателе вращающемся маховике;
- очищать и обтирать пресс во время работы;
- поправлять положение заготовки после нажатия педали или кнопок двуручного управления;
- работать на неисправном штампе;
- снимать предохранительные ограждения с пресса и штампа.
однокривошипный пресс к2019, схема крепления пресса к 2019 электросхема к к2019 командоаппарат пресса модель К2019. пресс 2019, пресс к2019 какой размер штампа максимальный пресс К 2019 схема к 2019 г. К2019 б/у, пресс механический к2019 Теххарактеристика пресса К 2019 пресс к2019 производитель. пресс К2019 эл. схема, Пневмораспределитель к 2019 где выпускают К-2019 пресс к 2019 продажа. пресс К2019 производим, Электросхема на пресс 2019 прес К2019 пресс КД2019. продажа пресс к 2019, пресс кд2019 технические характеристики Блок управления ЭЛТМ 5.139.001.на пресс К 2019 Пресс механический К2019 усилие 8т 0.75кВт характеристики. к 2019 электросхема, схема пресс к 2019 зап части к пресу К2019 к2019 технические характеристики. пресс к2019 электро схема, муфта к прессу К2019 сломан пресс К2019 К2019Г. однокривошипный пресс простого действия к-2019, - К2019, 8т, характеристики пресса К 2019 пресс к2019 схема электрическая. к2019 усилие, станок К 2019 г.Одесса К-2019 техномаш пресс к-2019. кд 2019, покупка пресса К2019 К 2019Г Цена на муфту УД 3132 пресса КД 2019 (ус.8,0тонн). как собрать станок к2019, пресс к2019 характеристики пресса к 2019 производитель скачать фото пресса к2019 8т.с.. паспорт пресс пневмомеханический К2019 8 тонн, купить пресс К2019 пресс К 2019 Пресса к 2019 б/у. пресс кд2130 зубчатые передачи, Купить Однокривошипный пресс К2019 запасные части на пресс к 2019 продам Пресс механический КД 2019 б/у. Пресс 8т К2019, к 2019 технические характеристики ползун к прессу К 2019 пресс механический однокривошипный К2019. пресс к2019 схема, фото пресс к 2019 пресс механический кд 2019 купить паспорт пресса к 2019. Пресс механический К2019г, запчасти к прессу к 2019 пресс к2019 цена грн. пресс К-2019. кд 2019 характеристики, к2019(Г) Пресс пневмомеханический К 2019 пресс к 2019 продажа владивосток. Пресса однокривошипные К 2019Г, пресс к2019 б/у к-2019 пресс к2019 чертеж. схема пневматического пресса к2019, механический однокривошипный пресс усилием мод.К2019 б/ у схема кинематическая пресс к 2019 пресс кд 2019. 2019, пресс к2019 б/у купить Прессы механические К2019 видео кд 2019 паспорт. куплю пресс к2019 8т, к 2019 пресс К 2019 формуляр, инструкция пресс к2019 цена. пресс однокривошипный К2019, продам пресс к2019 оценка пресса пневмомеханического к2019 максимальное усиление 8 тонн К2019. к 2019 б/, пресс К 2019 кинематическая схема продажа б/у ползунов на К2019 Пресс К2019Г.
Пресс механический К2019 однокривошипный открытого простого действия с пневматическим сдувателем предназначен для вырубки, пробивки, гибки, неглубокой вытяжки и других холодноштамповочных операций. Особенности конструкции пресса К2019:
Стандартная комплектация К2019
- Пресс однокривошипный открытый ненаклоняемый
простого действия усилием 80 кН в сборе. - Документация:
- Руководство по эксплуатации.
- Технический паспорт
- Декларация ТР ТС.
ПромСтройМаш является непосредственным производителем К2019 Мы производим и продаём Пресс однокривошипный механический К2019 во все регионы РФ и страны ближнего зарубежья, такие как Беларусь, Казахстан. К2019 нашего производства хорошо зарекомендовали себя в Москве, Ярославле, Нижнем Новгороде, Екатеринбурге, Новосибирске и других городах России. Купить К2019 вы можете непосредственно у нас или у наших дилеров. Номинальное усилие 80 кН
КД2114
Номинальное усилие 25 кН
К2314Б
Номинальное усилие 25 кН
К2318Б
Номинальное усилие 63 кН
КД2118
Номинальное усилие 63 кН
К2019
Номинальное усилие 80 кН
КД2122
Номинальное усилие 160 кН
К2322Б
Номинальное усилие 160 кН
К2324Б
Номинальное усилие 250 кН
КД2124
Номинальное усилие 250 кН
КИ2124
Номинальное усилие 250 кН
КД2126
Номинальное усилие 400 кН
КИ2126
Номинальное усилие 400 кН
КД2128
Номинальное усилие 630 кН
КИ2128
Номинальное усилие 630 кН
КИ2129
Номинальное усилие 800 кН
КЕ2130Б
Номинальное усилие 1000 кН
КИ2130Б
Номинальное усилие 1000 кН
КИ2130
Номинальное усилие 1000 кН
КИ2131
Номинальное усилие 1250 кН
КИ2132
Номинальное усилие 1600 кН
КВ2132
Номинальное усилие 1600 кН
КИ2133
Номинальное усилие 2000 кН
КИ2134
Номинальное усилие 2500 кН
КИ2135
Номинальное усилие 3200 кН